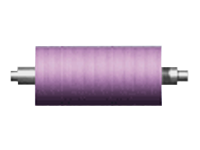
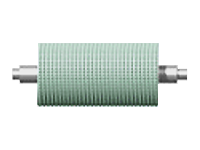
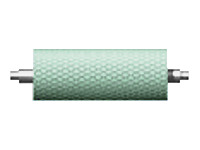
표면가공
 GROOVED 형 |
 SPIRAL 형 |
 CREPE 형 |
 DIA CUT 형 |
 CONTACT ROLL 형 |
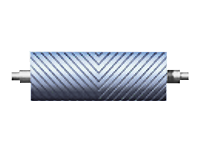 DOUBLE HELICAL 형 |
 NARROW BODY 형 |
 TAPER CROWN 형 |
 RADIAL CRAWON 형 |
 FLAT 형 |
밸런스(Balance)에 대하여
ROLL의 밸런스가 맞지 않으면 축수(軸受), 프레임 등에 힘이 걸려서, 진동이 생기거나 기계를 피로하게 하여 결국에는 운송물을 상하게 만듭니다.| 철심경(mm) | 허용치(g) | 철심경(mm) | 허용치(g) |
|---|---|---|---|
| 100 미만 | 50 | 600 이상 800 미만 | 700 |
| 100 이상 200 미만 | 100 | 800이상 1000 미만 | 900 |
| 200 이상 300 미만 | 200 | 1000 이상 1200 미만 | 1100 |
| 300 이상 400 미만 | 300 | 1200 이상 1400 미만 | 1300 |
| 400 이상 600 미만 | 500 | 1400 이상 1600 미만 | 1500 |
| 밸런스 등급 | G 0.4 | G 1 | G 2.5 | G 6.3 | G 16 | G 40 | G 100 | G 250 | G 630 | G 1600 | G 4000 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 진동량의 상한(mm/s) | 0.4 | 1 | 2.5 | 6.3 | 16 | 40 | 100 | 250 | 630 | 1600 | 4000 |
크라운(Crown)에 대하여
크라운은 철심의 구조나 형상, 기계의 속도, 닙(Nip)압력, 상대 ROLL의 휨, 고무두께 및 경도 등을 고려하여 결정하는데, 주로 세 가지의 목적이 있습니다. 가. 철심 휨에 의한 닙압의 불균형 교정 나. 센터링 효과 다. 스트립 에지(Strip Edge)에 의한 컷 방지 (나)와 (다)에 대해서는 테이퍼(Taper) 크라운을 주는 것이 일반적이고, (가)에 대해서는 닙 폭을 측정해서 아래의 식에 따라 크라운 량을 구합니다.
| 크라운량 | 제철용 ROLL | 제지용 ROLL |
|---|---|---|
| 3.0 미만 | ± 0.2 | ± 0.05 |
| 3.0 이상 | ± 0.4 | ± 0.1 |
칫수 공차
고무 ROLL의 연삭(硏削)은 금속과 거의 비슷한 방법으로 행하여지지만 고무는 금속에 비해 열팽창계수가 크기 때문에 금속처럼 연삭하는 것은 어렵습니다.| 호칭경 | 제철용 ROLL | 제지용 ROLL | ||||
|---|---|---|---|---|---|---|
| 외경공차 | 원통도 | 진원도 | 외경공차 | 원통도 | 진원도 | |
| 200 미만 | ± 0.3 | 0.1 | 0.1 | + 1.5 - 0 |
0.07 | 0.05 |
| 200 이상 500 미만 | ± 0.5 | 0.2 | 0.1 | + 2.0 - 0 |
0.03 | 0.05 |
| 500 이상 1000 미만 | ± 1.1 | 0.3 | 0.1 | + 3.0 - 0 |
0.1 | 0.05 |
| 1000 이상 | ± 1.5 | 0.4 | 0.1 | + 3.0 - 0 |
0.5 | 0.05 |
면장 공차(面長 公差)
철심 치수를 기준으로 하는 경우는 양측 모두 철심 면장에 대하여 ±2.5mm로 합니다.| 고무두께 | 제철용 ROLL | 제지용 ROLL |
|---|---|---|
| 10 미만 | 3 | 3 |
| 0 | 0 | |
| 10 이상 | ± 3 | ± 0.1 |
Pair 공차
| 외경 | 제철용 ROLL | 제지용 ROLL |
|---|---|---|
| 200 미만 | 0.5 | 0.3 |
| 200 이상 500 미만 | 0.8 | 0.5 |
| 500 이상 1000 미만 | 1 | 0.8 |
| 1000 이상 | 1.5 | 1 |
표면 조도(表面 組度)
| 표면조도 (ISO, JIS) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Ra | 25 |
12.5 |
6.3 |
3.2 |
1.6 |
0.8 |
0.2 |
0.1 |
| Rmax | 100S | 50S | 25S | 12.5S | 6.3S | 3.2S | 0.8S | 0.4S |
|
|
|
|
|||||

